ERCP eszközök Három lumenű, egyszer használatos szfinkterotóm endoszkópos használatra




ERCP eszközök Három lumenű, egyszer használatos szfinkterotóm endoszkópos használatra
Alkalmazás
Az eldobható szfinkterotomot a duktális rendszer endoszkópos kanülálására és szfinkterotomiára használják.
Modell: Három lumenű Külső átmérő: 2,4 mm Hegyhossz: 3 mm/ 5 mm/ 15 mm Vágási hossz: 20 mm/ 25 mm/ 30 mm Munkahossz: 2000 mm

Az eldobható szfinkterotomok főbb paraméterei
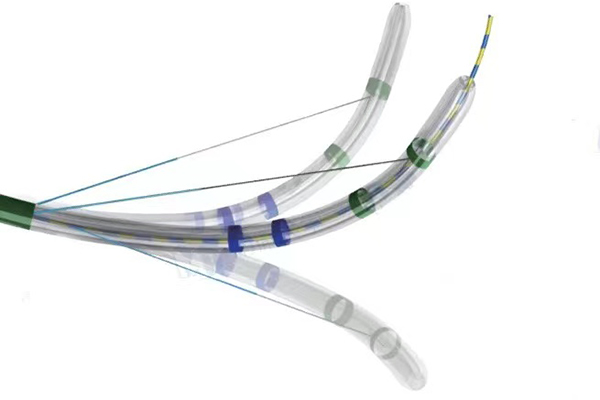
1. Átmérő
A sphincterotom átmérője általában 6 Fr, és az apex rész fokozatosan 4-4,5 Fr-re csökken. A sphincterotom átmérője nem igényel sok figyelmet, de a sphincterotom átmérőjének és az endoszkóp munkacsipeszének kombinálásával megérthető. Át lehet-e vezetni egy másik vezetődrótot a sphincterotom felhelyezése közben?
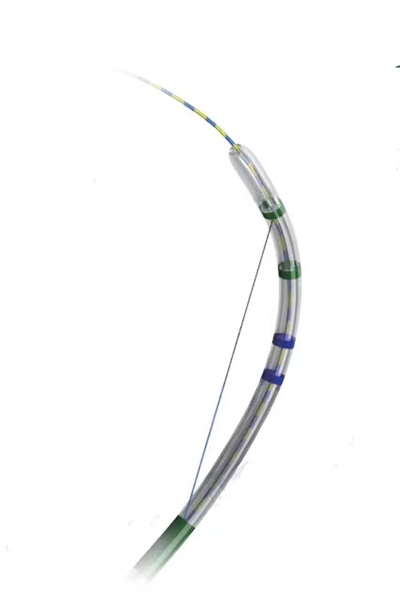
2. A penge hossza
A penge hosszára figyelni kell, általában 20-30 mm. A vezetődrót hossza határozza meg az ívkés ívszögét és a bemetszés során kifejtett erő nagyságát. Ezért minél hosszabb a késdrót, annál közelebb van az ív „szöge” a hasnyálmirigy-epevezeték intubációjának anatómiai irányához, ami megkönnyítheti a sikeres intubációt. Ugyanakkor a túl hosszú késdrótok a záróizom és a környező struktúrák helytelen átvágását okozhatják, ami súlyos szövődményeket, például perforációt eredményezhet, ezért létezik egy „okos kés”, amely megfelel a biztonsági igényeknek, miközben megfelel a hosszúságnak is.
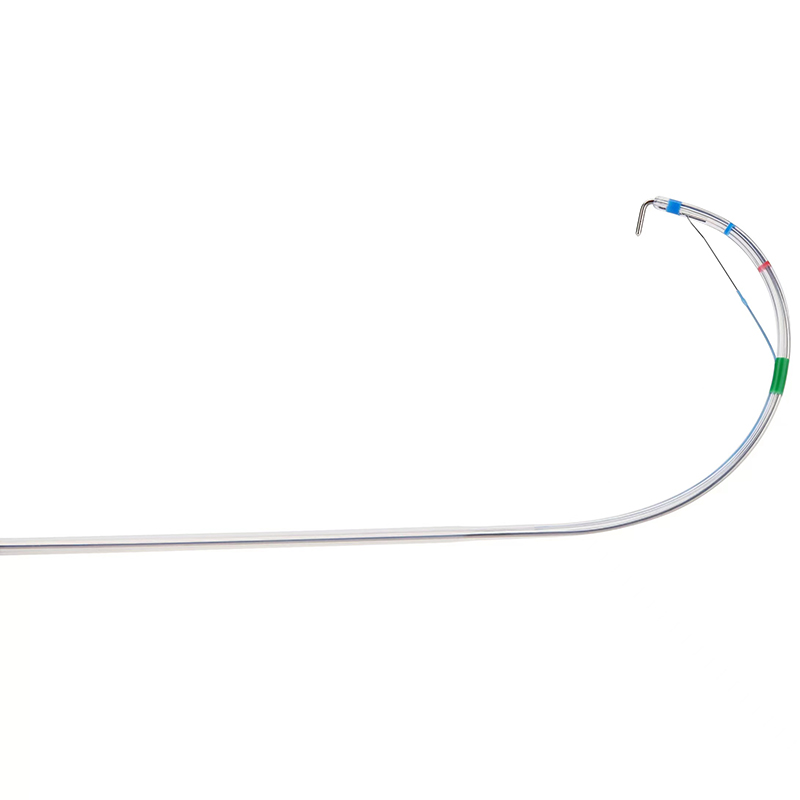
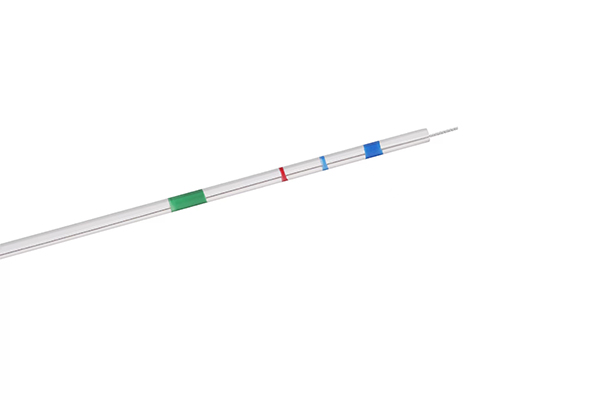
3. Szfinkterotomok azonosítása
A sphincterotom azonosítása nagyon fontos, főként azért, hogy a kezelő könnyen megértse és azonosítsa a sphincterotom pozícióját a finom és fontos bemetszés során, valamint hogy jelezze a közös és biztonságos bemetszés pozícióját. Általánosságban elmondható, hogy a sphincterotom számos pozícióját megjelölik, mint például a "start", "start", "középpont" és "1/4", amelyek közül az első 1/4 és az intelligens kés középpontja viszonylag biztonságos pozíciók a vágáshoz, és gyakrabban használtak. Ezenkívül a sphincterotom középpontjának jelölője röntgenárnyékot nem tartalmaz. Röntgenmonitorozás alatt a sphincterotom relatív helyzete a sphincterizmon belül jól megérthető. Ily módon, a közvetlen rálátás alatt álló kés hosszával kombinálva, meg lehet állapítani, hogy a kés biztonságosan elvégezhető-e a sphinctermetszéssel. Azonban minden vállalatnak eltérő logókészítési szokásai vannak, amelyeket meg kell érteni.